


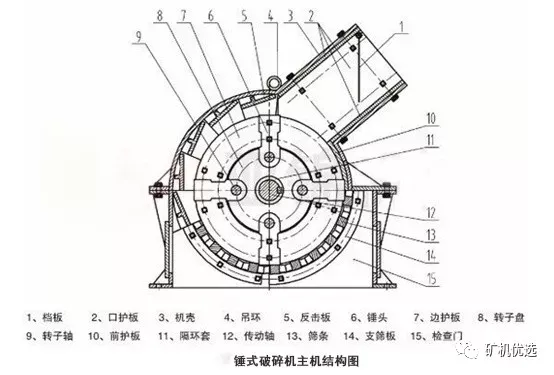
锤式破碎机锤头磨损快,不耐用?6个影响锤头使用寿命的原因,一定要知道
锤式破碎机的锤头磨损是不可避免的,但若磨损过快,更快频率过高,那就需要检查下是否是设备本身或操作中存在问题。影响锤头磨损的主要因素有:锤头的材质、制造质量及结构设计、破碎机的技术设计、给料情况及结构中各部的间隙等。

一般来说,硬度越大的锤头其耐磨性也愈大。要提高锤头的耐磨性,就要增加其硬度,但随着硬度的提高,锤头的抗冲击韧性就会降低。因此,如何兼顾锤头适宜的硬度和良好的抗冲击韧性是提高锤头耐磨性的关键。
锤头常用的材料有:高锰钢、高铬铸铁、低碳合金钢。
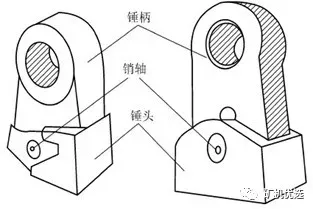
高锰钢韧性好,工艺性好,价格低,其主要特点是在较大的冲击或接触应力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其它材料高5~7倍,耐磨性得到较大的提高。但如果使用中冲击力不够或接触应力小,则不能使表面迅速产生加工硬化,高锰钢的耐磨性就不能充分发挥。 高铬铸铁是一种具有优良抗磨性能的耐磨材料,但韧性较低,易发生脆性断裂。为了使高铬铸铁锤头安全运行,人们开发了复合锤头,即将高铬铸铁镶铸在高锰钢或低合金钢锤头头部,或者锤头工作部分采用高铬铸铁,锤柄部分采用碳钢,将两者复合起来,使锤头头部具有高硬度,而锤柄部具有高韧性,充分发挥两种材料的各自优点而克服单一材料的缺点,满足锤头使用性能要求。但其制造工艺复杂,工艺要求较严格。
低碳合金钢主要为含铬、钼等多种元素的合金结构钢,硬度高、韧性好,其基体组织有马氏体,贝氏体或贝氏体+马氏体复合组织。在同等工况条件下,其使用寿命至少比高锰钢锤头提高1倍以上。但锤头的调质热处理是关键,调质热处理后不仅要求整体抗拉强度达850MPa以上,而且要求有相当的塑性和韧性。
锤头的制造工艺也是决定其使用寿命的关键因素。如果锤头表面或内部制造中存在缺陷,如缩孔、裂纹、穿晶等,不仅会降低锤头性能,甚至会造成锤头断裂。因此,在锤头生产中必须制定合理的铸造和热处理工艺。
例如,对高铬铸铁锤头,应采用立浇和合理使用外冷铁,并严格控制浇铸温度等措施,这样可使锤头在铸造时有良好的凝固顺序和补缩条件,进而得到致密的内部组织,并减弱晶粒粗大的现象。
不同结构和几何形状的锤头,其热处理的力学性能、内部的金相组织有很大的差别,进而对耐磨性有较大的影响,特别是厚度、尺寸大的锤头影响更为突出。锤头越厚大,越不易淬透,其抗磨损性能也就越差。
由于锤头的内部抗磨损性能明显低于表面,因此,对于厚度较大的锤头,只能借助于合理的铸造和热处理工艺来改善这一状况,但这一手段对提高锤头的抗磨损性能是有限的,最好的办法是在不改变锤头的打击动能和强度的情况下,对锤头的结构进行优化设计,一方面可提高锤头的利用率,另一方面可减少结构对热处理性能的影响,避免锤头的耐磨性能下降。
锤头的寿命还与破碎机的技术参数有关,其中最主要的是转子体的功率和转速。这两个参数直接反映了锤头的线速度和冲击力,它们不仅关系到破碎机的生产能力,也关系到锤头冲击硬化的程度。
冲击硬化良好的锤头,使用寿命势必会有所延长。转子转速过低,不仅生产能力低,且动能低,致使锤头冲击硬化不良、耐磨性能差;转子转速太高,虽然可使锤头获得较好冲击硬化、设备生产率提高,但同时也会引起锤头、篦条和衬板强烈磨损,对锤头的使用寿命也不利,同时会显著增加功率消耗。
这里主要是指转子体与破碎板、篦条及给料辊的间隙,以及锤头之间的间隙。这些间隙的尺寸关系到篦条上及安全门附近是否存有积料。
如果出现积料,当锤头无法将积料从篦条上压下时,就会受到严重的磨擦磨损。间隙过小,虽然可提高物料的破碎质量和效率,但容易形成积料、堵塞,导致锤头磨损;间隙过大,虽然可以避免物料堆积,但破碎效果和效率低。因此,锤式破碎机在使用时,必须经常调整各部分的间隙,使其处于适当的范围之内。改进篦条结构,使排料保持通畅,也有助减少锤头的磨损。
给料情况包括:①入料粒度和硬度;②破碎机的给料方式。前者关系到破碎机是否会出现积料和锤头打击物料时所受到的碰撞冲量,后者则因给料方式不同造成物料到转子的落差不同,也影响到锤头打击物料时的碰撞冲量。
当锤头重量及转子转速一定时,锤头的碰撞冲量与物料质量、落差成正比,而碰撞冲量的大小直接关系到锤头加工硬化的程度和耐磨性能。因此大型锤式破碎机的入料粒度不宜太小,给料设备转速应高一些。
此外,物料含水量过大也会对锤头寿命有一定的影响。含水量过高,物料容易粘结成团,造成积料,加剧锤头的磨损。
锤式破碎机具有结构简单、破碎比大、操作维护简便等优势,但锤头磨损快,使用寿命短,也是该机的突出问题。在实际生产中,提高锤式破碎机锤头的使用寿命,不仅需要制造厂商保证和提高锤头的材质、机械性能和质量,而且也需要用户正确的使用与科学的维护,以使设备始终处于良好状态。

评论
已有条评论